干貨分享 塑膠模具設計常用知識點Part 2 - 模具設計核心要素詳解

在上一部分我們探討了塑膠模具的基礎概念與材料選擇后,本部分將深入核心的模具設計環節。模具設計直接決定了產品質量、生產效率與模具壽命,是理論與經驗緊密結合的關鍵階段。
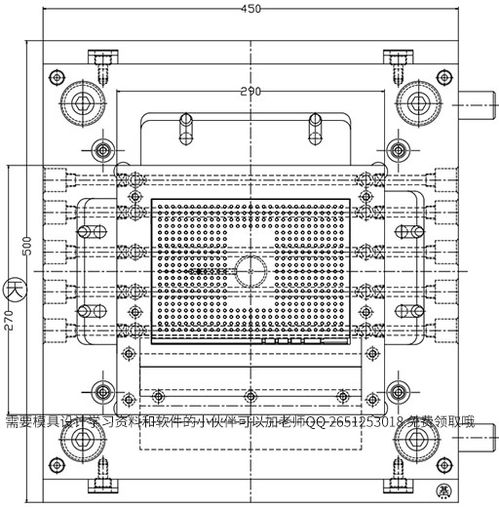
一、 分型面設計原則
分型面是動模與定模的接觸面,其設計至關重要。
- 首要原則:必須開設在產品輪廓最大處,確保產品能順利脫模。
- 考慮外觀:盡量將分型線設置在非外觀面或隱蔽處,避免影響產品美觀。
- 利于排氣:分型面是主要的排氣通道,設計時應考慮使型腔氣體能順暢排出。
- 保證精度:分型面應盡量簡單平整,避免復雜的曲面,以方便加工并保證合模精度。
- 方便加工:優先采用平面分型,其次是斜面,最后才考慮曲面分型。
二、 澆注系統設計要點
澆注系統(主流道、分流道、澆口)是塑料熔體進入型腔的通道。
- 主流道:通常位于模具中心,連接注塑機噴嘴。其錐度一般為2°-6°,以便脫出流道凝料。
- 分流道:截面形狀優先選用圓形(效率最高),其次為梯形。布局應遵循平衡式原則,確保各型腔同時充填。
- 澆口:是連接流道與型腔的關鍵“閥門”。
- 側澆口:最常用,加工簡單,適用于多數產品。
- 點澆口:適用于外觀要求高的殼體類產品,能自動切斷,但模具結構復雜。
- 潛伏式澆口:兼具側澆口和點澆口的優點,脫模時可自動拉斷。
- 設計核心:澆口尺寸需通過模流分析或經驗確定,太小會導致充填不足、壓力過大;太大會導致去除困難、疤痕明顯。
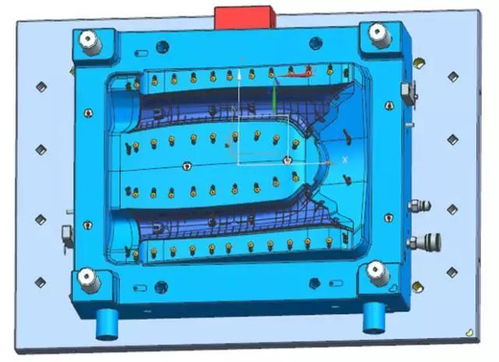
三、 冷卻系統設計精髓
冷卻時間約占整個注塑周期的70%以上,高效均勻的冷卻系統是提高生產效率的關鍵。
- 水道布置:應緊跟型腔輪廓,保持與型腔表面距離基本一致(通常為水道直徑的1.5-3倍),以實現均勻冷卻。
- 水道直徑:常用φ8mm, φ10mm, φ12mm。大模具、深型腔可考慮采用隔水片式噴流管或螺旋式水道。
- 流向與串聯:冷卻水應從模溫高處流入,低處流出。多組水道應并聯優先,避免串聯過長導致末端水溫過高,冷卻效果下降。
- 密封與防漏:水道交接處必須使用密封圈(O型圈),并設計足夠強度的堵頭。
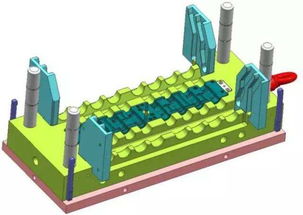
四、 頂出系統設計考量
頂出系統負責將冷卻固化后的產品從型芯上脫出。
- 頂出方式:
- 頂針頂出:最普遍,需布置在脫模阻力大、產品強度足夠的位置。
- 司筒(套管)頂出:用于圓柱位深、無法做斜頂的BOSS柱脫模。
- 推板頂出:適用于深腔薄壁殼體類產品,脫模平穩,不留頂痕。
- 斜頂(內行位):兼具頂出和內側抽芯功能,用于產品內部有倒扣的情況。
- 設計原則:頂出應平穩、均衡、有力。頂針布置需對稱、靠近包緊力大的區域,防止產品頂白或變形。復位桿必須配備,確保合模前頂出系統完全復位。
五、 排氣系統設計
型腔內殘留的空氣和塑料分解產生的氣體必須及時排出,否則會引起充填不滿、燒焦、困氣等缺陷。
- 主要排氣途徑:分型面是首要排氣位置,可在分型面上圍繞型腔開設深度0.02-0.04mm的排氣槽。
- 輔助排氣:在頂針、鑲件、司筒的配合間隙處(單邊0.02-0.04mm)自然排氣。對于深腔困氣處,可專門設置排氣鑲針或排氣鋼。
- 真空排氣:對于要求極高的精密模具,可設計主動抽真空系統。
六、 結構件設計規范
- 導向定位系統:包括導柱、導套,確保動定模精準合模。中大型模具需增加錐面定位塊(邊鎖),防止側向偏移。
- 支撐與平衡:模腳(方鐵)要有足夠高度,為頂出機構提供空間;同時需在動模底板和頂針板之間加設支撐柱,防止模板在注塑壓力下變形。
****:優秀的模具設計是空間想象力、機械原理、材料科學和實戰經驗的結晶。每一個細節——從分型面的走向到一根頂針的直徑——都需要嚴謹計算和周全考量。設計者必須時刻牢記“模具是為高效生產優質產品而服務”這一根本宗旨,在滿足功能的前提下,追求結構的簡潔、可靠與工藝的可行性。建議初學者多研究成熟案例,并結合CAE模流分析軟件進行驗證,不斷積累,方能將書本上的“干貨”轉化為手中可靠的圖紙。
如若轉載,請注明出處:http://www.lynotary.com.cn/product/97.html
更新時間:2026-04-21 08:23:42